


NEWS RELEASE JANUARY 2016
New Requirements to Remove Hazardous Air Pollutants Necessitate a Holistic Approach
The requirements for power, cement, waste-to-energy, incinerator and other combustion facilities to reduce hazardous air pollutants must be viewed in terms of the total impact on air, water and solid waste. Furthermore, the successes in one industry in one country need to be evaluated by other industries and other countries.
There are thousands of alternative system designs. Here are 12 of the most common or most promising:
1. Many existing combustors are just equipped with a precipitator but now face mercury, acid gas and NOx requirements.
![]()
2. The conventional approach is to add an SCR and a wet scrubber with chemical injection in the fuel and scrubber if needed. A tail end absorber will result in overall mercury reduction above 90 percent but is not yet common.

3. A number of plants are opting for the dry approach but are no longer able to sell ash and have a landfill challenge. The concern with DSI is the cost of lime but the capital cost is low and particulate removal is high. Acid gas removal can be high with a DSI-SDA combination.

4. Older plants which want to retain the precipitator but minimize capital cost can consider the low cost approach with a small scrubber using highly reactive lime preceded by ozone injection for NOx control.

5. Older plants which also need to meet a lower particulate limit can use a venturi scrubber as opposed to upgrading the precipitator with bags.

6. Older plants which have little room can replace the precipitator with a high energy venturi absorber.

7. Using a tray scrubber and wet ESP requires a higher investment but will have lower energy costs and higher PM2.5 removal.

8. Maximum efficiency with fabric filters and wet ESPs.

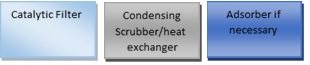
9. The new catalytic filter operating at 350°F or 850°F introduces another set of options.

10. The catalytic filter can be combined with a condensing heat exchanger scrubber for low emissions and heat recovery to reduce energy impact.
11. Extend the rotary heat exchanger and reduce gas temperature entering the precipitator to 200°F. The increase in efficiency rivals a wet precipitator.

12. Multiple scrubbers with hydrochloric acid and gypsum production plus heat extraction.

The most investment has been made in approach 2 but without the adsorber module. This addition can increase mercury removal to greater than 90 percent.
The adsorber module is being used at a few power plants but it is being embraced by sewage sludge incinerator operators. The location of adsorber modules above the mist eliminators in the typical sewage sludge incinerator scrubber is relatively inexpensive. The cement and power industries should take note of this early sewage sludge incinerator experience.
A number of older power plants have opted for approach 3. Perhaps approach 4 through 7 might be even more attractive for older power plants. One reason is the ability to chemically fix the calcium sulfite sludge. Before the concerns about mercury and other toxic metals the belief was that the gypsum process had the least negative impact on water and solid waste. It is now recognized that encapsulating toxic metal slurries through chemical fixation is the safest route. The loss of gypsum revenue using approach 2 is offset by savings in treating wastewater to remove the toxic metals. The solid waste from approach 3 can be mixed with lime to also provide a land fill or construction product. China is making bricks from this material.
Some new power plants with the most stringent emission requirements have opted for approach 8. One advantage is the sale of the gypsum. This approach requires a capital investment more than twice some of the other alternatives. China is presently upgrading its coal-fired power plant systems by adding wet precipitators. This is approach 8 but the initial collector is an existing precipitator.
Approach 9 has been successfully applied for incinerators, biomass combustors and glass furnaces. The first big order for a cement plant application has just been placed. The heat recovery provides the greenhouse gas reduction benefits. Particulate, NOx and acid gases are all captured in one device. Mercury needs to be captured downstream due to the high temperature at the filter.
Approach 10 substitutes a condensing scrubber for DSI. In approach 11 the precipitator efficiency is improved by lowering the entry gas temperature.
Approach 12 is the one used in a number of new waste-to-energy plants in Europe and proposed for Los Angeles. It maximizes salable byproducts and minimizes energy losses. McIlvaine has recommended a variation of this process to recover rare earths and metals in coal-fired power generation.
Much of the power plant experience has been in the U.S. while a number of the industrial installations have been in Europe. There have been some innovative approaches in China including hybrid precipitator /baghouses. It is desirable that the world experience across the industries be continually analyzed. McIlvaine is pursuing this in a series of webinars and online decision systems.
Click here for the webinar schedule and free registration:
Hot Topic Hour Schedule and Recordings
The decision systems appear in:
44I Power Plant Air Quality Decisions
Industrial Air Plants and Projects
N021 World Fabric Filter and Element Market
N027 FGD Market and Strategies