


NEWS RELEASE JUNE 2015
Billion Dollar Flow Control and Treatment Market to Reduce Coal Flyash Contamination and To Make Valuable By-products
Coal-fired power plants are being forced to give up their traditional ash ponds to prevent repetition of recent ash spill incidents in Tennessee and the Carolinas. In the U.S. and elsewhere, the discharge limits on effluents are becoming more stringent. As a result, this is generating a new opportunity for suppliers of pumps, valves, filters and centrifuges. This opportunity is being continually analyzed in a number of McIlvaine publications.
Zero liquid discharge systems are one solution. Wastewater is purified and reused or evaporated. A number of systems have recently been installed in the U.S., Italy and China.
The flyash formerly residing in ponds will be removed and placed in dry landfills or made into useful products. The Chinese have a large program to extract rare earths from the flyash.
Centrifuges, clarifiers, hydrocyclones and other sedimentation equipment will play a major role in both process separation and wastewater purification as these flyash landfills are processed. There is a major opportunity to extract the rare earths at the time of coal combustion or gasification.
The largest gasification program is in China where more than one billion tons of coal per year are slated for conversion. Other Asian countries are moving ahead with coal-to-chemicals plants. The Ukraine has five plants underway to reduce dependence on Russian gas.
Direct coal liquefaction uses grinding, hydrogenation and separation. Centrifuges and clarifiers provide process separation. Indirect liquefaction and coal-to-gas utilize gasification. The big uses of centrifuges and clarifiers are in water and wastewater treatment.
The economics and environmental impact of coal conversion can be greatly enhanced by rare earth recovery. In the past, an outside source of acid to leach the rare earths has been needed. McIlvaine Company believes this expenditure can be avoided.
By using the chlorine in coal, the rare earths can be extracted in what the McIlvaine Company believes to be simply the marriage of two proven systems.
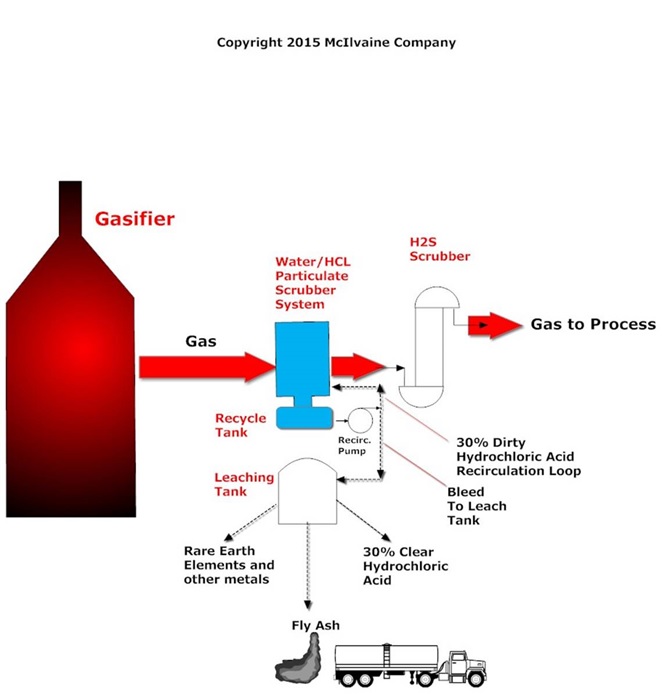
Making hydrochloric acid from coal is not a new idea. Using this technology for rare earth leaching is new. The particulate and HCl emanating from the gasifer are captured in a venturi scrubber. This is already the scheme used for the GE gasifier. However, the proposed design recirculates acid to achieve a 30 percent dirty acid concentration. A bleed stream with the flyash and acid is then sent to a tank for further leaching. A number of additional separation steps are then needed to produce the rare earths from the flyash. So this separation is another opportunity for centrifuge and clarifier suppliers.
For more on N005 Sedimentation and Centrifugation World Markets, click on: http://home.mcilvainecompany.com/index.php/markets/2-uncategorised/119-n005
Pumps World Markets, click on: http://home.mcilvainecompany.com/index.php/component/content/article?id=75
N006 Liquid Filtration and Media World Markets, click on: http://www.mcilvainecompany.com/brochures/water.html#n006
N064 Air/Gas/Water/Fluid Treatment and Control: World Market, click on:http://home.mcilvainecompany.com/index.php/markets/27-water/445-n064-air-gas-water-fluid-treatment